
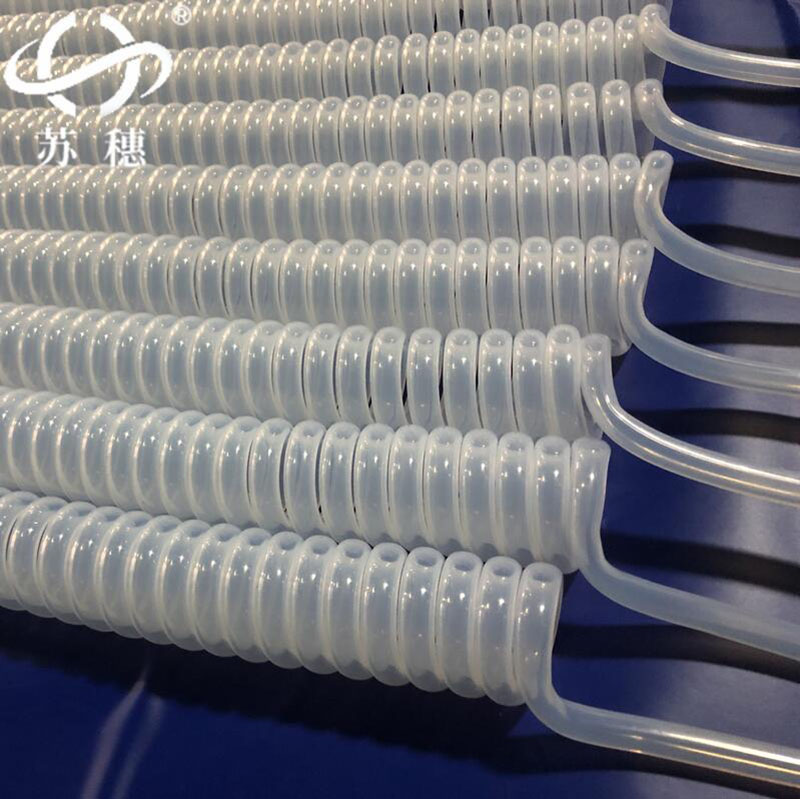
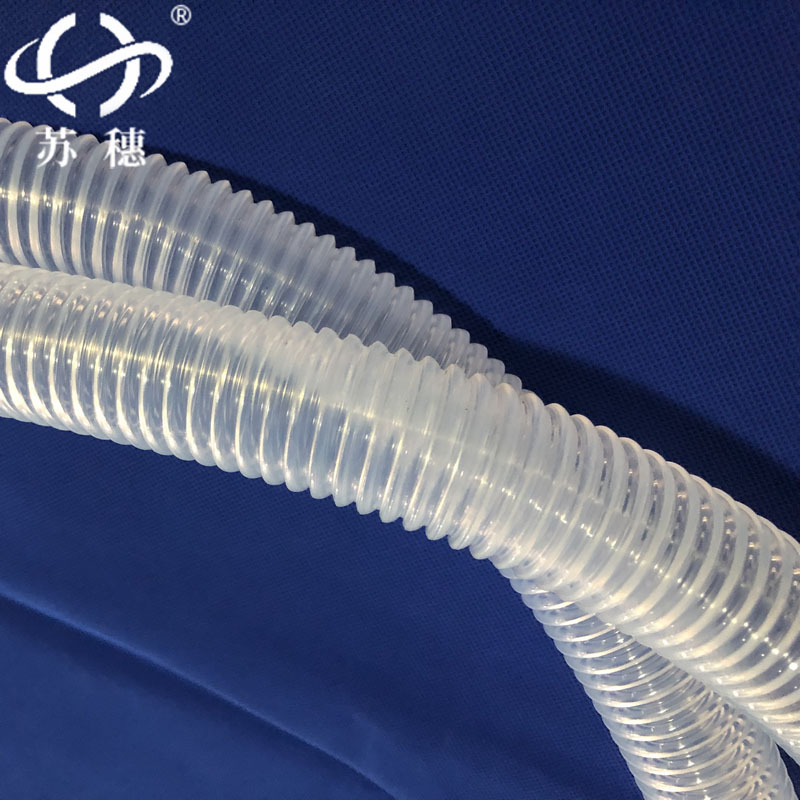
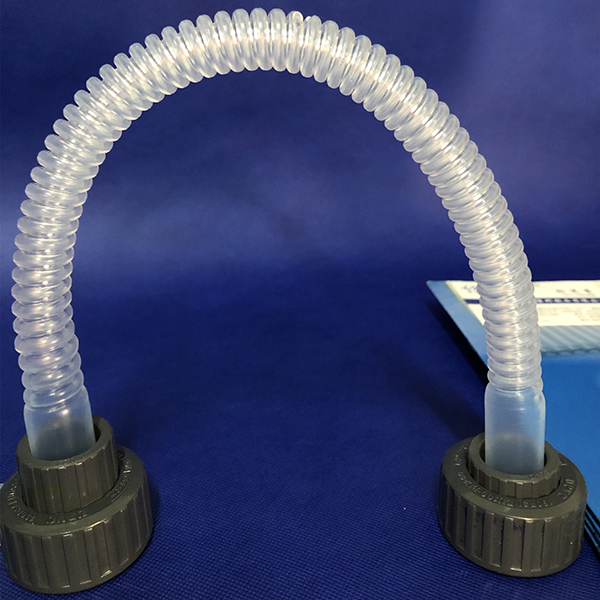


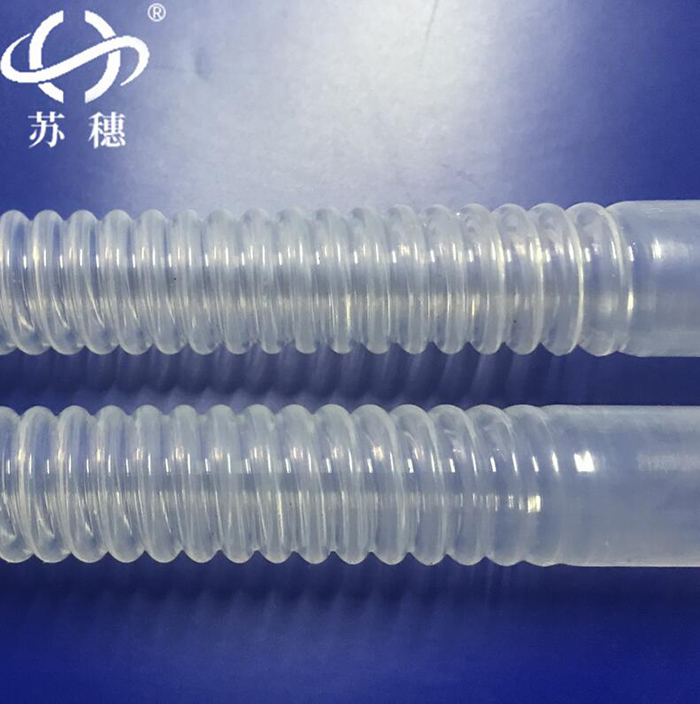

為了優(yōu)化PFA波紋管的吹脹工藝,我們可以從工藝參數、操作流程、質量控制以及設備維護等多個方面進行綜合考慮。吹脹溫度應嚴格控制在PFA材料的玻璃化溫度與熔融溫度之間,通常吹脹溫度為130℃-190℃。過低的溫度需要更高的氣壓來完成吹脹,但過高的氣壓可能導致管材破裂。而溫度高于190℃時,PFA的抗拉強度和伸長率會降低,同樣易于破裂。通過試驗和實踐確定吹脹溫度范圍,并確保在實際操作中嚴格控制溫度波動。在適宜的吹脹溫度下,氣壓的大小直接影響管材的吹脹率和成品質量。氣壓的選擇應綜合考慮基管的直徑、壁享以及所需的吹脹率。針對不同規(guī)格和壁厚的PFA波紋管,進行多次試驗以確定氣壓范圍,并在生產中嚴格控制氣壓波動。吹脹速度過快可能導致管材內壁不光滑或產生皺紋,而吹脹速度過慢則可能影響生產效率。通過調整吹脹速度,找到既能保證產品質量又能提高生產效率的速度點。

您好,歡迎光臨無錫市蘇穗氟塑料制品有限公司!
![]()
![]()


